

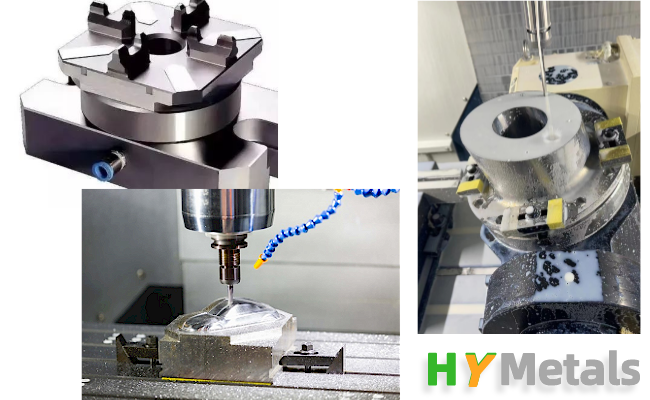
Machinatio CNCprocessus fabricationis accuratae est qui requiritinstrumenta altae qualitatisAd partes machinandas accurate collocandas. Installatio harum instrumentorum maximi momenti est ad efficiendum ut processus machinationis partes producat quae requisitis satisfaciant.
Aspectus magni momenti institutionis instrumentorum estcompressio. Prehensio est processus firmandi partem ad instrumentum ad eam in loco tenendam dum machinatur. Vis prehensionis applicata sufficiens esse debet ad...prohibere ne pars moveatur dum machinatur, sed non tam multum ut partem deformet aut apparatum fixum laedat.
Duo sunt usus praecipui prehensionis, unus est accurata collocatio, alter est producta protegere.
Qualitas methodi prehensionis adhibitae accuratiam partis machinatae insigniter afficere potest.Vis prehensionis aequaliter per partem distribui debet ne deformetur, et apparatus fixus ita designandus est ut parti sufficientem sustentationem praebeat.
Plures modi prehensionis ad operationes machinationis CNC existunt, inter quospressio manualis, pressio hydraulica, etcompressio pneumaticaQuaeque methodus sua commoda et incommoda habet, pro applicatione et genere partis machinandae.
Fixatio manualisMethodus simplicissima et vulgatissima est in machinatione CNC adhibita. Implicat stringere clavum vel cochleam cum clave dinamometrica ad pars fixandam. Haec methodus apta est plerisque operationibus machinationis, sed fortasse non apta est partibus cum formis complexis vel iis quae ex materiis delicatis factae sunt.
Fixatio hydraulicaMethodus prehensionis provectior est quae fluido altae pressionis utitur ad vim prehensionis generandam. Haec methodus apta est operationibus quae vires prehensionis magnas requirunt vel quae accuratam moderationem virium prehensionis requirunt.
Fixatio pneumaticaSimilis est prehensioni hydraulicae, sed loco fluidi, aere compresso utitur ad vim prehensionis generandam. Haec methodus saepissime in partibus minoribus vel ubi celeres mutationes requiruntur adhibetur.
Quamvis methodus prehensionis adhibita sit,Recta partis oneratio in apparatum etiam necessaria est.Ad accuratam curandam. Partes in apparatu collocandae sunt ita ut plene sustineantur et in loco firmiter firmiter teneantur.Quaevis mutatio vel dislocatio partis durante machinatione potest incisiones et dimensiones inaccuratas efficere.
Factor clavis in optima methodo prehensionis et onerationis determinanda est tolerantiae necessariae partis machinandae. Tolerantiae sunt deviationes licitae in magnitudine, forma, vel aliis dimensionibus partis.Quo artiores tolerantiae, eo maior cura adhibenda est in designio apparatus, prehensione et positione partium.
Breviter, effectus prehensionis in accuratam partium machinatarum CNC non satis exaggerari potest.Ad tolerantias requisitas consequendas et partes altae qualitatis producendas, firmiter prehendenda et oneranda necessaria sunt.Electio modi prehensionis a specificis applicationis et genere partis machinandae pendet. Quapropter, designatores et fabri diligenter intellegere debent requisita cuiusque operationis machinandae et aptas rationes prehensionis et onerationis eligere ut productum finale requisitis qualitatis et praecisionis normis satisfaciat.
Tempus publicationis: Martii XXIX, MMXXIII